
引言
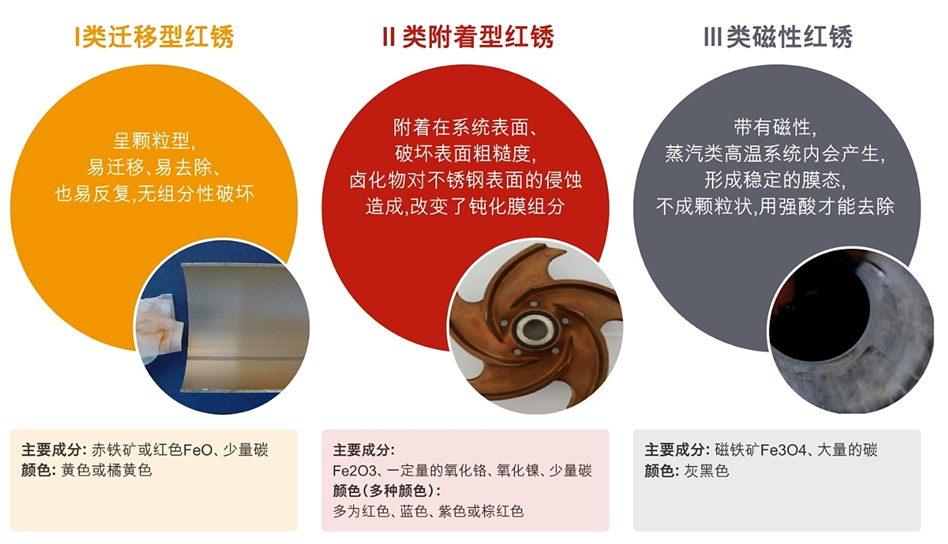
在制药系统中,随着不锈钢表面的钝化层不断老化和消失,一种橙色、红色或黑色的沉积物不断形成,称为红锈,以氧化铁、镍铬等金属化合物为主要成分。常在喷淋球、罐壁、泵腔、焊缝、膜片等位置出现。
普遍认为红锈是不能被接受的,该沉积物的颗粒存在分离并有进入循环系统的风险,还会使得系统内特定的工艺参数难以控制。
一、红锈的危害
制药工业中任何药品以外的颗粒污染物都是危险的,尤其是注射用药物,粗糙度变大,日积月累的微量残留会为清洁带来极大的困难,从而产生质量风险,有可能释放导致过敏的颗粒(含Ni的氧化物)。红锈颗粒物直径通常很小,最小只有0.01 μm,足以逃过膜过滤系统(≥0.1μm),微量金属颗粒物有引起生物制剂理化性质改变的风险。红锈还具有如下危害:
影响最终药品澄清度和可见异物;
影响制药用水水质;
与产品发生化学反应;
增加过滤器工作负荷;
影响蒸馏水机产能;
增加设备生产能耗;
影响系统运行寿命;
导致企业非计划性停产。
二、新型中性除锈剂
凯贤选用的除锈剂为创新的pH值为中性的新型除锈剂,对不锈钢表面及仪器仪表无任何损伤,而且除锈效果快速和极其高效,并始终符合设备维护和环境保护的严苛要求。
此系统强大的功效,是以还原机理的协同效应和高清洗性能为基础的,利用还原性,将表面的三价铁氧化物还原络合成易溶于水的二价铁络合物,以此达到高质量的除锈效果。该试剂可以有选择性的将不锈钢表面的铁离子去除,留下铬镍钼等有益金属,而不会损伤表面,并最大限度修复钝化层。
三、新型中性除锈法与传统酸洗除锈法对比

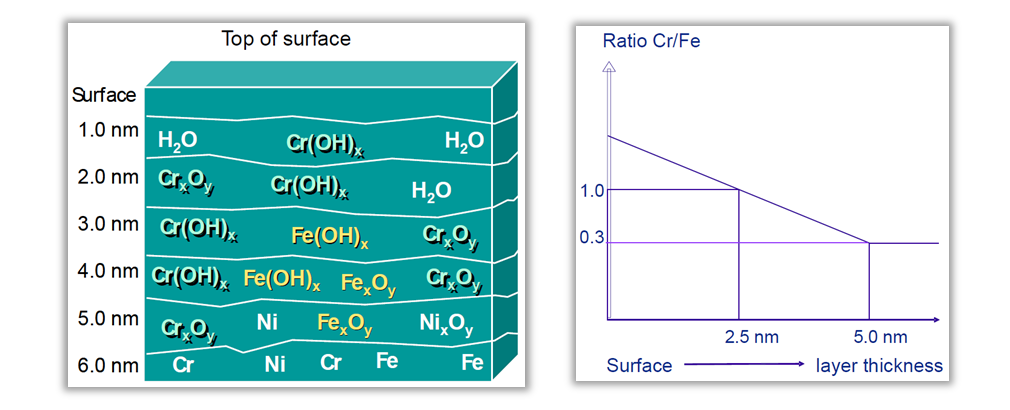
不锈钢表面需要建立致密稳定的、富含铬和铬氧化物的钝化层,来实现抵抗各类酸碱盐离子、分子侵蚀的目的,因此表面的铬铁比率是衡量钝化层稳定与否的重要手段。
另外更加值得关注的是,因除锈过程中,水中会溶解有大量的铁离子,此时同步钝化是不洁净的,传统的清洗方法,将除锈和钝化做为一体操作,是不可取的。除锈完成后,必须更换一次新水后再进行钝化,可保证系统表面生成洁净致密的钝化层。
利用还原法去除红锈沉积层后,基体表面上铬/铁元素已经比传统酸洗剥离法高出许多,这恰好为下一步表面再钝化,提供了有利条件。此时为了钝化层的更加稳定和致密,立即使用专用的温和钝化剂进行有效钝化,可以最。大。程度恢复不锈钢表面良好状态,延缓红锈再次生成的几率。
相比之下,使用传统酸洗方法并不是普遍有效的,不仅配置浓度要高出10倍,清洗时间要超过10个小时,而且包含大量潜在风险,例如发生意外渗漏时的污染。
不同种钝化方法后的表面铬铁比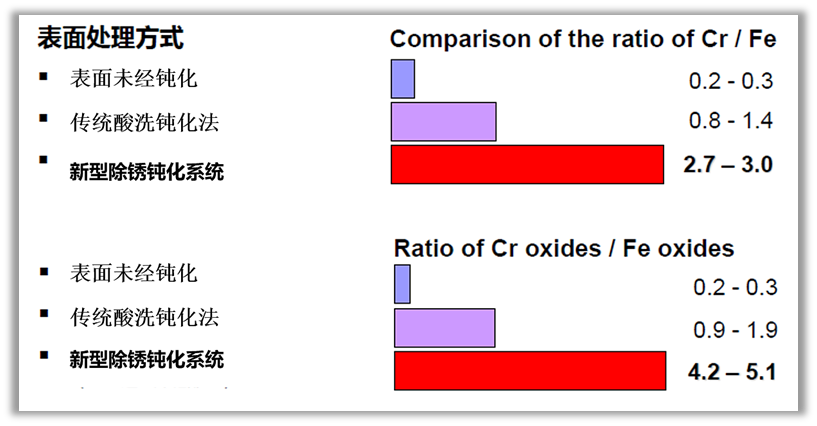
四、除红锈执行过程控制
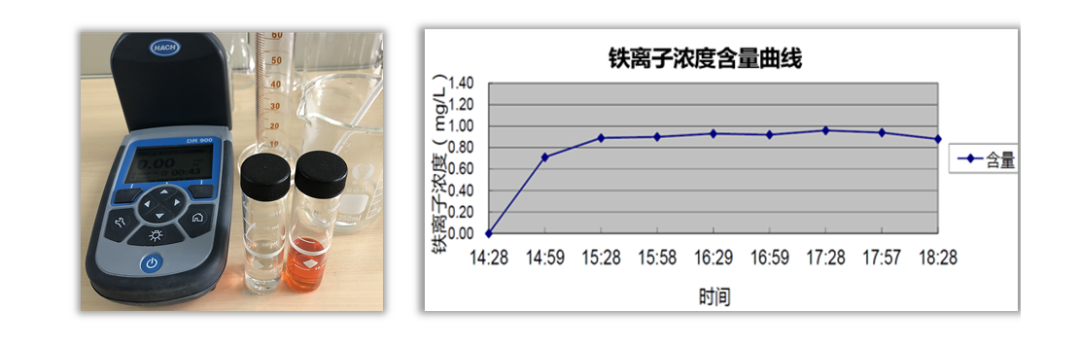
在除锈过程中,需要每隔30min对工作液进行一次活性检测。
采用哈希分光光度计,每隔30min检测一次工作液中铁离子的浓度。
在工作液保持活性的情况下,铁离子浓度不再增加,视为除锈过程达到终点,最终绘制如下铁离子浓度曲线
五、清洗后验收标准
对除锈钝化效果的要求:
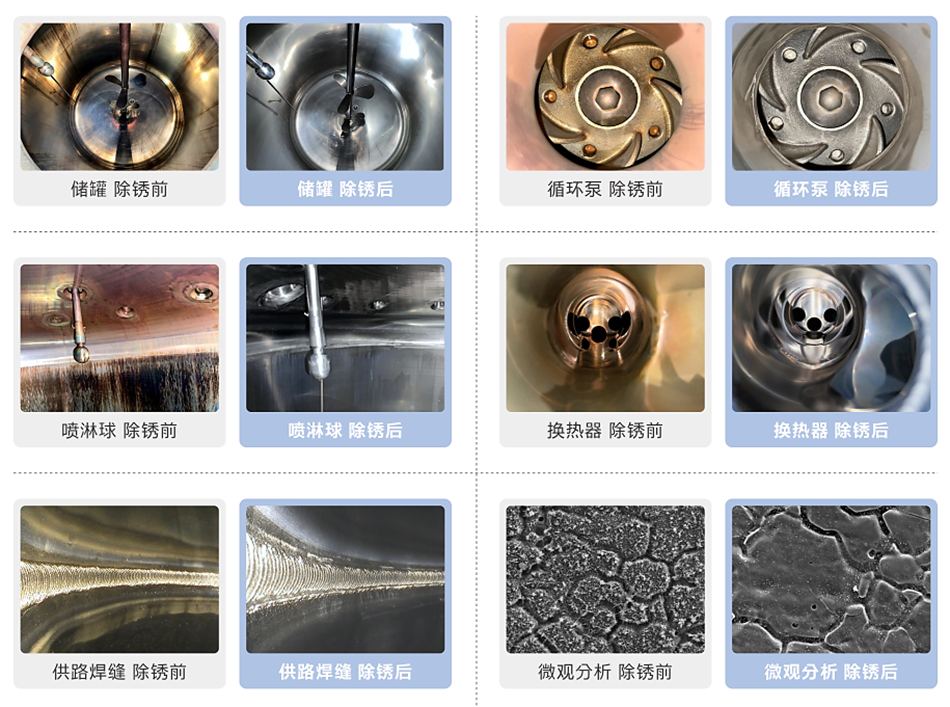
执行前采用内窥镜设备对系统内最易产生红锈以及最难去除的关键位置进行检查,执行完成后,对同样位置进行复查,达到清除红锈并恢复金属光泽的目的。前后照片对比,形成最终效果确认报告。
合理选取钝化试样,采用蓝点试验检测,30s内观察表面无蓝点出现,表示钝化效果达到合格。
残留检测的要求:
经实验数据分析,试剂的浓度与电导率和TOC成正相关线性关系。
基于试剂主要成分是离子体系,所以检测电导率可以很灵敏的反映出试剂的残留,比较实用的检测指标是进水口水质和最终漂洗水的电导率差值<0.5μs/cm,视为合格。
TOC是非特异性和高灵敏度显示残留程度的参数,一个实用的检测指标是,系统经消毒灭菌后TOC值达到厂内控制标准。
六、除锈钝化前后对比效果图
七、凯贤专业团队

